Технология производства йогурта термостатным и резервуарным способом. Производство йогурта с компонентами
КУРСОВАЯ РАБОТА
На тему: «Производство йогурта резервуарным и термостатным способами»
Тема данной работы: «Оборудование технологической линии производства йогурта резервуарным и термостатным способами».
Цель работы: описать и изучить предназначение, строение и принцип действия оборудования, которое входит в технологическую линию производства йогурта; ознакомиться с правилами эксплуатации и техникой безопасности, а также выполнить расчеты оборудования данной технологической линии и необходимые чертежи.
Объем курсовой работы:
Чертежи – 2
Разделов – 7
Дополнений – 3
Перечень ключевых слов: сепаратор-сливкоотделитель, резервуар, гомогенизатор, насос центробежный, термостатная камера.
Работа состоит из следующих разделов:
1. Введение
2. Описание технологической схемы производства йогурта
4. Инженерные расчеты
5. Правила эксплуатации
Дополнения
1. Введение
2. Описание технологической схемы производства
3. Сравнительная характеристика технологического оборудования
4. Инженерные расчеты
5. Правила эксплуатации
6. Список использованной литературы
7. Дополнения
1. Введение
Молочная промышленность является одной из важнейших отраслей агропромышленного комплекса по обеспечению населения продовольствием. Она представляет собой широко разветвленную сеть перерабатывающих предприятий и включает важнейшие отрасли: цельномолочное производство, маслоделие, сыроделие, производство консервов сгущенных и сухих молочных продуктов, мороженого, производство продуктов детского питания, заменителей цельного молока для молодняка сельскохозяйственных животных. Каждая из подотраслей имеет свои специфические особенности.
На основе мирового опыта предусматривается вывести мясо–молочную перерабатывающую отрасль на качественно новый уровень, что обеспе-чивает возобновление объемов продукции, которая производится, повыше-ние ее качества, существенное увеличение ассортимента и глубины перера-ботки сырья. Для решения поставленных задач необходимо выполнить техническое переоборудование мясоперерабатывающих предприятий и молокозаводов, а также значительно повысить технологический уровень оборудования, которое используется на перерабатывающих предприятиях малой мощности.
На сегодняшний день состояние молочной промышленности характеризуется функционированием предприятий, которые перерабатывают от 3 до 500 т молока за смену.
Промышленная переработка молока – это сложный комплекс взаимосвязанных химических, физико-химических, микробиологических, биохимических, биотехнических, теплофизических и других специфических технологических процессов.
В производстве питьевого молока и кисломолочных продуктов используются все компоненты молока. Производство сливок, сметаны, кисломолочного сыра, масла, сыра основывается на переработке отдельных компонентов молока. Производство молочных консервов связано с сохранностью всех сухих веществ молока после удаления с него влаги.
Предприятие молочной промышленности оборудованы современной перерабатывающей техникой. Рациональное использование технологического оборудования требует глубоких знаний его особенностей. При этом важно максимально сберечь пищевую и биологическую ценность компонентов сырья в молочных продуктах, которые производятся.
В то же время выполняется техническое переоборудование предприятий, устанавливаются новые технологические линии и отдельные виды оборудования разной мощности, разных разрядов механизации и автоматизации.
Технологические процессы производства молочных продуктов состоят из отдельных технологических операций, которые выполняются на разных машинах и аппаратах, которые комплектуются в технологические линии.
На предприятиях молочной промышленности множество типичных технологических операций – приемка молока, очистка, тепловая обработка – выполняются с помощью однотипного технологического оборудования, для разных типов производства.
Украина имеет одни из наилучших условий в мире для производства молока и молочных продуктов, но проблему насыщенности ими рынка не удалось в полной мере решить даже в сопутствующие для развития молочной отрасли годы.
2. Описание технологической схемы
Йогурт – это кисломолочный напиток, вырабатываемый из пастеризованного нормализованного по массовой доле жира и сухих веществ молока с добавлением или без добавления сахара, плодово-ягодных наполнителей, ароматизаторов, витамина С, стабилизаторов, растительного белка и сквашенный закваской, приготовленной на чистых культурах молочнокислых стрептококков термофильных рас и болгарской палочки. В зависимости от применяемых вкусовых и ароматических добавок йогурт выпускают следующих видов: йогурт, йогурт сладкий, плодово-ягодный с витамином С, плодово-ягодный диабетический.
Йогурт вырабатывают резервуарным и термостатным (плодово-ягодный только термостатным) способами с различными оригинальными названия-ми. Йогурт по внешнему виду и консистенции представляет собой однород-ную сметанообразную массу с нарушенным (при резервуарном способе) или ненарушенным (при термостатном способе) сгустком, а у плодово-ягодных – с добавлением кусочков фруктов и ягод. Цвет йогурта молочно-серый а у плодово-ягодного обусловлен добавленными сиропами.
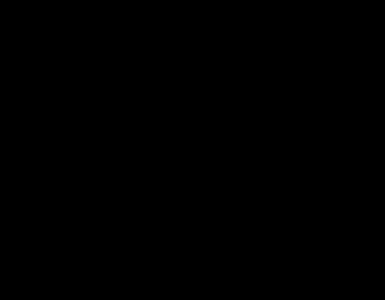
Технологический процесс производства йогурта резервуарным способом (рис. 1) состоит из следующих операций: приемка и подготовка сырья и материалов, нормализация по жиру и сухим веществам, очистка, гомогенизация смеси, пастеризация, охлаждение, заквашивание, внесение наполнителей и красителей, сквашивание, перемешивание, охлаждение, розлив, упаковывание, маркирование и хранение.
Молоко, отобранное по качеству, нормализуют по массовой доле жира и сухих веществ. По жиру молоко нормализуют либо в потоке, применяя сепаратор – нормализатор, либо добавлением к обезжиренному молоку цельного молока или сливок. По сухим веществам молоко нормализуют добавлением сухого молока, которое восстанавливают в соответствии с действующей нормативной документацией. Кроме того, нормализацию по сухим вещест-вам проводят выпариванием пастеризованного и гомогенизированного молока при температуре 55-60 ° С.
При производстве сладкого йогурта нормализованное молоко подогревают до 43±2 ° С, вносят сахар, предварительно растворенный в части нормализованного молока при той же температуре в соотношении 1:4. Смесь очищают на сепараторах – молокоочистителях, гомогенизируют при давлении 15±2,5 МПа и температуре 45-85 ° С. Допускается гомогенизация и при температуре пастеризации. В смесь вводят подготовленный стабилизатор. Очищенную и гомогенизированную смесь пастеризуют при 92±2 ° С с выдержкой 2-8 мин или при 87±2 ° С с выдержкой 10-15 мин и охлаждают до температуры заквашивания 40±2 ° С. Смесь заквашивают сразу после её охлаждения подобранными заквасками (например, приготовленными на чистых культурах термофильного стрептококка, болгарской палочки и типа КД в пример-ном соотношении 7:1:7 с последующим уточнением этого соотношения при микро-скопировании препарата). Количество вносимой закваски составляет 3-5% объема заквашиваемой смеси, а закваски, приготовленной на стерилизованном молоке – 1-3%. Если применяют симбиотическую закваску, то её вносят в количестве 1-3%, а бактериальный концентрат добавляют в соответствии с Инструкцией по применению сухого бактериального концентрата. Закваску вносят в молоко в резервуар для кисломолочных продуктов при включенной мешалке. После заполнения резервуара всю смесь дополнительно перемешивают в течении 15 минут. Закваску можно вносить и перед заполнением резервуара молоком.
При производстве витаминизированного йогурта аскорбиновую кислоту (витамин С или аскорбинат натрия) добавляют в нормализованную смесь за 30-40 мин до сквашивания, перемешивают 10-15 мин и выдерживают в течении 30 мин. Количество витамина С составляет 180 г на 1000 кг, аскорбината натрия – 210 г на 1000 кг продукта. Ароматические и вкусовые наполнители вносят в нормализованную смесь перед сквашиванием.
Окончание сквашивания определяют по образованию прочного сгустка кислотностью 95-100 ° Т. Сгусток охлаждают в течение 10-30 мин и переме-шивают в целях получения однородной консистенции молочного сгустка и избежания отделения сыворотки. Сгусток, охлажденный до 16-20 ° С, направ-ляют на розлив, упаковывание, маркирование и доохлаждение в холодильных камерах до температуры 4±2 ° С. После этого технологический процесс считают законченным, продукт готов к реализации.
Технологический процесс производства йогурта термостатным способом (рис. 2) состоит из следующих операций: приемка и подготовка сырья и материалов, нормализация по жиру и сухим веществам, очистка, гомогенизация смеси, пастеризация и охлаждение смеси, заквашивание, розлив, упаковывание, маркирование, сквашивание и охлаждение. Все технологические операции до внесения плодово-ягодных наполнителей осуществляют так же, как при резервуарном способе производства йогурта.
Наполнители вносят в охлажденную до температуры сквашивания смесь при постоянном перемешивании, которое заканчивают через 15 мин после их внесения. Заквашивание проводят так же, как и при резервуарном способе. Заквашенную смесь разливают в стеклянную тару вместимостью 200, 250, 400 и 500 см 3 , а также в стаканчики, пакеты и коробочки аналогичной вместимости. После розлива продукт направляют в термостатную камеру с температурой 40±2 ° С для сквашивания в течение 3–4 ч в зависимости от активности закваски. После сквашивания продукт должен иметь прочный сгусток кислотностью 95–100 ° Т. После окончания сквашивания продукт транспортируют в холодильную камеру для охлаждения до 6 ° С. Продолжительность хранения продукта при 6 ° С составляет не более 4 сут с момента окончания технологического процесса.
Рис. 1. Схема технологичекой линии производства йогурта резервуарным способом:1- емкость для сырого молока; 2 - насосы; 3 - балансировочный бачок: 4-пластинчатая пастеризационно-охладительная установка; 5 - пульт управления; 6 – оборотный клапан; 7 - сепаратор-нормализатор; 8 - гомогенизатор; 9 - емкость для выдерживания молока; 10 - емкость для йогурта; 11 - смеситель; 12 – заквасочник.

Рис. 2. Схема технологичекой линии производства йогурта термостатным способом
3. Сравнительная характеристика технологического оборудования
Технологическая линия производства йогурта (Дополнение 1) состоит из следующего наименования оборудования:
1. Двухслойный резервуар 3000 л из пищевой нержавеющей стали с перемешивающим устройством рамного типа, крышкой 1/3 с ТЭН-ми 60 кВт
2. Молочный насос
3. Сепаратор-сливкоотделитель и нормализатор
4. Буферная емкость для сливок, 2-х слойный резервуар с перемеши-вающим устройством якорного типа, крышкой 1/3 ВДП-2000
5. Гомогенизатор
6. Проточный охладитель
7. Эмульгатор 100 л с перемешивающим устройством «фреза»
8. Заквасочник 2000 л
9. Фасовочный аппарат
10. Запорная и трубопроводная арматура
11. Пульт управления, включая пускатели ТЭНов, насосов, гомоге-низатора, перемешивающих устройств с тепловыми реле, ТСМ и ТРМ.
Рассмотрим устройство и принцип действия основного оборудования данной линии, и дадим ему сравнительную характеристику по отношению к аналогичному технологическому оборудованию.
Резервуары (танки).
Резервуары изготовляют: горизонтальные РМГ и вертикальные РМВ. Форма резервуаров по требованию заказчика может быть цилиндрической или прямоугольной. Рабочая емкость 2000, 4000, 6000, 10000, 20000 и 30000 л. Резервуары емкостью 20000 и 30000 л изготавливают только гори-зонтальные.
Корпус резервуара покрывают теплоизоляцией и защитным стальным кожухом. Теплоизоляция резервуара должна предотвращать повышение температуры молока более чем на 1 ° в течение 12 ч при разнице темпе-ратуры молока и температуры окружающего воздуха 20 град.
Резервуары снабжают механическими мешалками, которые должны в течение не более 10 мин обеспечивать равномерное распределение по всей массе молока жира, отстоявшегося в нем в результате хранения в спокойном состоянии в течение 4 ч.
Рабочий корпус резервуара должен быть испытан на герметичность гидравлически при избыточном давлении 0,5 атм не менее 10 мин, а арматура и соединительные части трубопроводов должны быть испытаны в соответствии с требованиями действующего ГОСТа.
Вертикальные резервуары РМВЦ-2 и РМВЦ-6. Резервуар РМВЦ-2 состоит из сварного алюминиевого вертикально расположенного цилин-дрического сосуда с двумя сферическими днищами – верхним выпуклым и нижним вогнутым. Наружная поверхность резервуара изолирована древесноволокнистой плитой, которая снабжена защитным стальным кожухом толщиной 1,5 мм. В резервуаре имеется люк с крышкой на шарнире, на которой укреплен привод мешалки, состоящий из электродвигателя и цилиндрического редуктора, соединенного с валом мешалки.
Резервуар снабжен смотровым окном со светильником, трубой для на-полнения, термометром в оправе, лабораторным краном, сливным краном, тремя подставками – ножками, уровнемером и устройством для санитарной
обработки рабочей емкости.
Резервуар РМВЦ-2 устанавливают ножками на фундаментные подстав-ки диаметром 150 мм без крепления болтами.
Резервуар РМВЦ-6 предназначен для хранения молока при температуре 4-6 ° С на молочных заводах.
Резервуар представляет собой сварной алюминиевый рабочий сосуд цилиндрической формы с двумя сферическими днищами. Толщина нижнего днища 8 мм, а верхнего и обечайки – 6мм. Снаружи резервуар покрыт те-плоизоляционным материалом – древесноволокнистыми плитами, облицо-ванными листовой сталью толщиной 1,5 мм.
Резервуар снабжен люком с шарнирно укрепленной крышкой, на кото-рой установлена мешалка с приводом; указателем уровня молока; светиль-ником со смотровым окном; термометром; трубой для наполнения; лабора-торным и сливным кранами; моющим устройством и указателем уровня молока.
Резервуар устанавливают тремя лапами на опорах фундамента. Техническая характеристика резервуаров типа РМВЦ.
| Показатели | Резервуары | |
| РМВЦ-2 | РМВЦ-6 | |
Емкость, л геометрическая |
||
| Точность показания уровнемера, % | До 1 | 0,7 |
| Материал рабочего сосуда | Алюминий | |
Диаметр, мм рабочего сосуда наполнительной трубы сливного крана |
||
Теплоизоляция материал толщина слоя, мм |
Древесноволокнистая плита |
|
Электродвигатель привода мешалки мощность, кВт скорость вращения, об/мин напряжение, В |
||
| Напряжение лампочки светильника, В | 24 | |
| Скорость вращения мешалки, об/мин | 336 | 336 |
Редуктор привода мешалки передаточное отношение |
Цилиндрический |
|
| Напор воды или раствора в моющей магистрали, кг/см 3 | 25,3-3 | |
Габариты, мм |
||
| Вес (масса), кг | 544 | 958 |
Насосы для молока и молочных продуктов.
Насосы, применяемые на предприятиях молочной промышленности, по принципу действия и основным конструктивным признакам разделяют на две группы: центробежные и объемные.
Центробежные насосы применяют в молочной промышленности для подачи маловязких продуктов: цельного и обезжиренного молока, пахты и сыворотки, сливок и других продуктов, температурой не выше 90°С. Их также используют для питания технологического оборудования (пластинчатых, трубчатых и барабанных теплообменников, фильтров, сепараторов, линий розлива и т.д.)
По конструкции центробежные насосы выпускают в соответствии с требованиями действующего ГОСТа.
Преимущества центробежных насосов: равномерная подача жидкости, несложная регулировка производительности (краном, установленным на нагнетательном трубопроводе); компактность; небольшой вес и габариты; бесфундаментная установка; простота конструкции; быстрая и легкая сборка и разборка для санитарной обработки; надежность в работе и долговечность; удобство присоединения к трубопроводам; простота привода – (непосредственное соединение рабочего колеса с валом электро-двигателя).
Недостаток насосов – необходимость работы под залив (для чего насос устанавливают ниже емкости, из которой перекачивают жидкость).
Центробежный насос состоит из следующих основных частей: рабочего колеса (или диска) с лопатками, изогнутыми в сторону, противоположную направлению вращения колеса; вала (электродвигателя), на котором непод-вижно укреплено колесо; корпуса с нагнетательным патрубком; крышки с центральным всасывающим патрубком и уплотнительного устройства. Принцип его действия состоит в том, что при вращении рабочего колеса на-ходящаяся в нем жидкость приобретает вращательное движение и под действием центробежной силы отбрасывается к периферии корпуса.
НАСОС ЦЕНТРОБЕЖНЫЙ ИПКС-017-ОНЦ-2,0/20
Назначение: предназначен для перекачивания молока, воды, моющих, дезинфицирующих и других жидкостей

Особенности:
Все детали насоса, соприкосающиеся с перекачиваемым продуктом, выполнены из пищевой нержавеющей стали
При снижении давления в магистрали производительность насоса су-щественно увеличивается
Технические характеристики:
Сепараторы относятся к оборудованию для разделения гетерогенных систем. Физическая сущность процесса сепарирования молока, как и любой гетерогенной системы, заключается в осаждении дисперсной фазы в поле действия гравитационных и центробежных сил.
Молочные сепараторы по назначению делятся на сливкоотделители, нормализаторы, сепараторы для получения высокожирных сливок, молокоочистители универсальные со сменными барабанами. По способу подачи молока и отвода продуктов сепарирования различаются открытые, полузакрытые и закрытые.
В полузакрытых подача молока осуществляется открытым способом, а отвод продуктов – закрытым, под напором, создаваемым барабаном сепаратора. Производительность 0,5-1,0 кг/с.
В зависимости от типа привода сепараторы могут быть с ручным приводом через повышающий обороты редуктор и с электроприводом.
Одним из основных технологических параметров, характеризующих работу сепаратора, является температура сепарируемого или очищаемого продукта.Сепараторы для холодной очистки молока служат для работы с продуктом температурой 4-10 ºС.
Основными узлами сепаратора любого типа являются: станина, состоящая из корпуса и чаши, барабан, приемно-выводное устройство и приводной механизм, включающий в себя вертикальный вал (веретено) и горизонтальный вал с зубчатым колесом.
В корпусе станины размещается приводной механизм, на вертикальном валу которого устанавливается барабан. Чаша станины закрыта крышкой, служащей для размещения приемно-выводного устройства.
Сепаратор полузакрытого типа имеет более сложную конструкцию приемно-выводного устройства. Устройство состоит из одного (для молокоочистителей) или двух (для сливкоотделителей) напорных дисков. Напорный диск выполнен в виде двух плоских кружков, между которыми расположено несколько спиральных каналов для жидкости. С помощью концентрично расположенных патрубков каналы дисков соединены с отводными трубками, на концах которых находятся регулировочные вентили-дроссели.
По оси приемно-выводного устройства установлена центральная трубка, по которой молоко поступает в барабан. Трубка может быть соединена непосредственно с трубопроводом подачи молока или с поплавковой камерой, регулирующей подачу молока в сепаратор.
При работе сепаратора поступающее в барабан молоко вытесняет продукты сепарирования в напорные камеры. Вращаясь вместе с этими камерами, сливки, обрат или очищенное цельное молоко, захватываются спиральными каналами неподвижных дисков. С помощью этого давления сливки и обрат перемещаются по трубопроводам в теплообменные аппараты или емкости для хранения.
В герметичном сепараторе молоко на сепарирование подается в барабан снизу, через полувертикальный вал, который нижним концом выходит под станину. На конце вала закреплены диски насосного устройства, которое вращаясь вместе с валом, играет роль насосного колеса и нагнетает молоко в барабан. Молоко попадает под тарелкодержатель, а затем по вертикальным каналам, образованным отверстиями в тарелках, распределяется по их пакету. Сливки в таком барабане собираются в центральной трубке тарелкодержателя и выводятся из барабана за счет давления, создаваемого на входе сепаратора насосным устройством.
В сепараторах молокоочистителях полузакрытого типа для отвода очищенного молока служит одна напорная камера вместо двух у сепаратора сливкоотделителя.
Приводной механизм сепаратора служит для передачи вращения от электропривода к барабану.


Гомогенизаторы
Гомогенизаторы предназначены для дробления и равномерного распределения жировых шариков в молоке и жидких молочных продуктах. Гомогенизаторы представляют собой многоплунжерные насосы высокого давления с гомогенизирующей головкой. Привод их осуществляется от электродвигателей с помощью клиноременной передачи.
Гомогенизация осуществляется путем прохода продукта под высоким давлением с большой скоростью через гомогенизирующую головку, представляющую собой две ступени – щели между притертыми клапаном и седлом, соединенные между собой каналом. Давление в гомогенизаторе регулируется вращением винтов, изменяющих размер щели между клапаном и седлом. При этом на первой ступени устанавливают ѕ необходимого для конкретного продукта давления гомогенизации, на второй – рабочее давление.
Гомогенизаторы состоят из следующих основных узлов: кривошипно-шатунного механизма с системой смазки и охлаждения, плунжерного блока с гомогенизирующей и манометрической головками и предохранительным клапаном, станины с приводом. Привод гомогенизатора осуществляется от электродвигателя с помощью клиноременной передачи.


Рис.5. Габаритный чертеж гомогенизатора марки А1-ОГМ: 1 - станина; 2 - предохранительный клапан; 3 - манометрическая головка; 4 – плунжер-ный блок; 5 - манометр системы смазки; В - амперметр; 7 – гомогенизирую-щая головка
Кривошипно-шатунный механизм гомогенизатора предназначен для преобразования вращательного движения, передаваемого клиноременной передачей от электродвигателя, в возвратно-поступательное движение плунжеров, которые посредством манжетных уплотнений входят в рабочие камеры плунжерного блока и, совершая всасывающие и нагнетательные ходы, создают в нем необходимое давление гомогенизирующей жидкости.
Кривошипно-шатунный механизм состоит из корпуса; коленчатого вала, установленного на двух конических роликоподшипниках; крышек подшипников; шатунов с крышками и вкладышами; ползунов, шарнирно-соединенных с шатунами при помощи пальцев; стаканов; уплотнений; крышки корпуса и ведомого шкива, консольно закрепленного на конце коленчатого вала. Внутренняя полость корпуса кривошипно-шатунного механизма является масляной ванной. В задней стенке корпуса смонтированы маспоуказатель и сливная пробка.
Гомогенизаторы марки А1-ОГМ-2,5 имеют принудительную систему смазки наиболее нагруженных трущихся пар, которая применяется в сочетании с разбрызгиванием масла внутри корпуса, что увеличивает теплоотдачу. Охлаждение масла у этих гомогенизаторов производится водопроводной водой посредством змеевика, охлаждающего устройства, уложенного на дне корпуса, а плунжеры охлаждаются водопроводной водой, попадающей на них через отверстия в трубе. В системе охлаждения установлено реле протока, предназначенное для контроля за протеканием воды.
В состав принудительной системы смазки входят сетчатый фильтр, маслонасос с индивидуальным приводом, распределительная коробка, предохранительный клапан и манометр для контроля давления в масляной системе.
К корпусу кривошипно-шатунного механизма при помощи двух шпилек крепится плунжерный блок, который предназначен для всасывания продукта из подающей магистрали и нагнетания его под высоким давлением в гомогенизирующую головку. Плунжерный блок включает в себя блок, плунжеры, манжетные уплотнения, нижние, верхние и передние крышки, гайки, всасывающие и нагнетательные клапаны, седла клапанов, прокладки, втулки, пружины, фланец, штуцер и фильтр, который устанавливается во всасывающем канапе блока, К торцовой плоскости плунжерного блока крепится гомогенизирующая головка, предназначенная для выполнения двухступенчатой гомогенизации продукта за счет прохода его под высоким давлением через щель между клапаном и седлом клапана в каждой ступени.
Гомогенизирующая головка представляет собой две одноступенчатые головки аналогичной конструкции, соединенные вместе и связанные кана-лом, позволяющим продукту переходить последовательно от первой ступе-ни ко второй. Каждая из ступеней двухступенчатой гомогенизирующей головки состоит из корпуса, клапана, седла клапана и нажимного устрой-ства, включающего стакан, шток, пружину и нажимной винт с рукояткой.
Регулировка давления гомогенизации производится вращением винтов. При установлении режима гомогенизации продукта на первой ступени устанавливают 3/4 необходимого давления гомогенизации, а затем на второй ступени вращением нажимного винта повышают давление до рабочего.
На верхней плоскости плунжерного блока крепится манометрическая головка, которая предназначена для осуществления контроля давления гомогенизации, т.е. давления на нагнетательном коллекторе плунжерного блока. Манометрическая головка имеет дросселирующее устройство, дающее возможность эффективно уменьшить амплитуду колебания стрелки манометра. Манометрическая головка состоит из корпуса, иглы, уплотнения, гайки, поджимающей уплотнение, шайбы и манометра с мембранным разделителем. К торцовой плоскости плунжерного блока со стороны, противоположной креплению гомогенизирующей головки, крепится предохранительный клапан, который предотвращает повышение давления гомогенизации выше номинального.
Предохранительный клапан состоит из винта, контргайки, пяты, пру-жины, клапана и седла клапана. На максимальное давление гомогенизации предохранительный клапан настраивается вращением нажимного винта, который передает усилие нажатия на клапан посредством пружины.
Станина представляет собой сварную конструкцию из швеллеров, обшитых листовой сталью. На верхней плоскости станины устанавливается кривошипно-шатунный механизм. Внутри станины на двух кронштейнах шарнирно крепится плита, на которой устанавливается электродвигатель. С другой стороны плита поддерживается винтами, регулирующими натяже-ние клиновых ремней.
Станина гомогенизаторов марки А1-ОГМ-2,5 устанавливается на че-тырех регулируемых по высоте опорах. Боковые окна станины закрываются съемными крышками. Верхняя часть станины закрыта кожухом, предназна-ченным для ограждения механизмов от повреждений и придания гомогени-затору необходимой эстетической формы.
Молоко или молочный продукт подается при помощи насоса во всасы-вающий канал плунжерного блока. Из рабочей полости блока продукт под давлением подается через нагнетательный канал в гомогенизирующую го-ловку и с большой скоростью проходит через кольцевой зазор, образую-щийся между притертыми поверхностями гомогенизирующего клапана и его седла. При этом происходит диспергирование жировой фазы продукта.
В дальнейшем продукт из гомогенизирующей головки направляется по трубопроводу на дальнейшую обработку или хранение.
4. Инженерные расчеты
Оборудование для транспортирования и хранения продуктов.
Изменение температуры продукта в цистернах, танках, ваннах и баках можна определить по формуле:
t 2 =2k*F t (t c –t 1) + 2МСt 1 /2МС + kF t , К (1.1)
где k - коефициент теплопередачи. Вт/(м 2 *К); t - продолжительность пребывания продукта в резервуаре, ч; М - количество продукта, кг; С - теплоемкость продукту, Дж/(кг*К); t 1 , t 2 - соответственно начальная и ко-нечная температура продукта, К; t c - температура окружающей среды, К; F - площадь поверхности резервуара, м 2 .
Расчет сепараторов
Для выделения из молока молочного жира используют явление естественного отстоя, когда в спокойно стоящем сосуде с молоком жировые шарики всплывают к поверхности сосуда, образуя слой сливок.
Скорость всплытия, м/с
где g –ускорение свободного падения, м/с 2 ; τ – фактор разделения, с.
 Значение τ определяется по формуле:
Значение τ определяется по формуле:
где ρ п, ρ ж – плотности плазмы и жира, кг/м3; r – радиус жирового шарика, м; η п – вязкость, Па⋅с.
Медленный процесс отстоя резко убыстряется в молочных сепарато-рах. Определим производительность сепаратора-сливкоотделителя по Г.И. Бремеру. Схема движения молока в межтарелочном пространстве показана на рис. 6
Разделяемый поток молока, состоящий из частиц плазмы плотностью ρ п и жировых шариков плотностью ρ ж, направляется во вращающийся барабан сепаратора, где возникает поле действия центробежных сил и происходит отстойное центрифугирование. При этом на каждую взвешен-ную частицу действует центробежная сила F ц, отбрасывающая частицу от центра к периферии со скоростью v c , равной скорости осаждения (отстоя).

Рис. 6. Движение молока в межтарелочном пространстве барабана сепаратора: а – выделение жирового шарика; б – токи обрата и сливок; в – план скоростей.
![]() Для оценки эффективности отстоя в центробежных устройствах срав-ним центробежную силу F
ц
с силой тяжести P
, действующих в поле грави-тации при естественном отстое по соотношению F
ц
/P
=m
ω 2
R
/mg
=ω 2
R
/g
.
Откуда
Для оценки эффективности отстоя в центробежных устройствах срав-ним центробежную силу F
ц
с силой тяжести P
, действующих в поле грави-тации при естественном отстое по соотношению F
ц
/P
=m
ω 2
R
/mg
=ω 2
R
/g
.
Откуда
где τ = ω2 R g – фактор разделения, показывающий во сколько раз дей-ствие центробежной силы превосходит силу тяжести (чем больше фактор разделения, тем выше разделяющая способность сепаратора); R – радиус барабана, м.
 Формула для расчета производительности Vt
(м/с) сепаратора:
Формула для расчета производительности Vt
(м/с) сепаратора:
где η с – КПД сепаратора (η с = 0,5…0,7).
Пусковая мощность сепаратора:
 (2.5)
(2.5)
где η = 0,8...0,85 – КПД сепаратора.
Мощность холостого хода:
 (2.6)
(2.6)
Мощность рабочего хода сепаратора:
 (2.7)
(2.7)
где N c – мощность, потребная для преодоления гидравлических сопро-тивлений в барабане и сообщение кинетической энергии выбрасываемой жидкости, кВт.
Об орудование для гомоген изац ии.
Эффективность гомогенизаци в зависимости от давления (от 30 до 200*10 5 Па) определяют по формуле:
d = 3,8/√∆p(3.1)
где d – диаметр жирового шарика в молоке после гомогенизации, мкм; ∆p– перепад давления, Мпа.
Продуктивность гомогенизатора определяют по формул, м 3 /с,
М=πd 2 /4*SnZφ, (3.2)
где d- диаметр плунжера насоса, м; S - ход плунжера, м; n – скорость вращения коленчатого вала, об/с; Z – количество плунжеров; φ – объемный коефициент полезного действия (для молока (φ= 0,85).
Мощность, необходимую для работы гомогенизатора определяют по формуле, Вт:
N=МР 0 /ή,(3.3)
где Р 0 - давление перед клапаном гомогенизатора. Па; ή-механический коефициент полезного действия гомогенизатора (ή= 0,75).
Повышение температуры продукта:
Δt = Nή/MρC,(3.4)
где р – плотность продукта, кг/м 3 ; С - массовая теплоемкость продукта, Дж/(кг*К).
5.Правила эксплуатации
Эксплуатация автоцистерн и техника безопасности
Перед наполнением цистерны продуктом ее секции, шланги и сливные патрубки обязательно подвергают санитарной обработке, используя чистые корешковые и волосяные щетки, а также хлопчатобумажную ткань. Запре-щается чистить рабочую поверхность секций металлическими щетками, песком и другим абразивным материалом.
Систематически следует проверять исправность обратного клапана, устраняющего попадание паров бензина в секции цистерны, и не реже 1 раза в десять дней – предохранительного клапана, предупреждающего обра-зование вакуума в рабочих секциях свыше 340 мм рт. ст.
Для предотвращения продольного смещения цистерны необходимо через каждые 1000 км пробега проверять затяжку гаек, поясов и хомутов, крепление продольных брусьев к лонжеронам шасси автомобиля, не до-пускать резкого торможения, особенно при частично заполненных секциях.
После наполнения цистерны молоком следует тщательно проверять затяжку крышек люка, перекрытие пробковых кранов воздухопроводов и клапанных кранов молокопроводов, установку заглушек на выпускных штуцерах и наличие пломб. Необходимо периодически контролировать чистку сетки, установленной в штуцере коллектора двигателя автомобиля, при загрязнении промывать ее в бензине или керосине; строго следить за чистотой ящиков для шланга и арматуры.
Эксплуатация насосов и техника безопасности.
Полученные с завода-изготовителя насосы необходимо разобрать и осмотреть, убедиться в исправности деталей и отсутствии посторонних предметов. Детали насоса очищают от смазки, консервации и моют горячей водой и щелочноым раствором в соответствии с инструкцией по мойке молочного оборудования. Затем насосы собирают и присоединяют к трубопроводу. При монтаже тщательно проверяют сносность валов электродвигателя и рабочего колеса или ротора. Это особенно важно для насосов неконсольно-моноблочного типа, имеющих общую плиту с приводом. Необходимо правильно установить резиновое уплотнительное кольцо в паз корпуса.
Крышки к корпусу следует прижимать равномерно по окружности, не допуская перекоса. В противном случае нарушается работа насоса.
Электродвигатель присоединяют к электросети за выведенные концы обмотки статора в зависимости от напряжения по схеме, указанной на табличке (треугольник или звезда). При неправильном направлении вращения следует поменять местами две присоединительные фазы сети.
Вращать насос вхолостую свыше 3-4 мин не рекомендуется, так как его трущиеся части смазываются только перекачиваемым продуктом. Нарушение этого правила может привести к перегреву уплотнительного устройства и даже выходу его из строя.
Всасывающая труба должна быть короткой, прямой и герметичной. Нагнетательный и всасывающий трубопроводы должны свободно без перекосов присоединяться к патрубкам насосов.
Для пуска центробежного насоса необходимо открыть кран на всасывающей линии, включить электродвигатель и открыть кран на нагнетательной, для пуска объемных – открыть запорные краны на нагнетательной линии, включить электродвигатель и открыть кран на всасывающей.
Во время работы насоса надо систематически следить за сальником вала – при неудовлетворительном состоянии сальникового устройства появляется течь перекачиваемой жидкости. Это обнаруживается визуально с помощью специального отверстия во фланце насоса, через которое вытекает просачиваемая жидкость.
Перед остановкой насоса необходимо постепенно отключить подачу продукта и на ходу машины промыть блок цилиндра горячей водой.
Эксплуатация сепараторов и техника безопасности.
Сепараторы – центробежные машины с высокой скоростью вращения. По этому во время их эксплуатации необходимо очень строго выполнять правила техники безопасности и рекомендации инструкции, прилагаемой к каждой машине.
Сепараторы, электродвигатели и пусковая аппаратура должны быть тщательно заземлены. Систематически следует проверять исправность заземляющих устройств.
Работа на сепараторе с неудовлетворительно сбалансированным барабаном или с нарушенной балансировкой его категорически запрещается.
При замене тарелок и посуды барабана необходимо произвести балансировку заново.
Разбирать сепаратор можно только после остановки барана. Работать на сепараторе при снятых ограждениях и защитных кожухах воспрещается. Барабан после отключения электродвигателя не рекомендуется тормозить.
Работать на сепараторе со скоростью вращения барабана выше указанной в паспорте запрещается.
Обслуживать сепаратор может только специалист, изучивший машину, принцип ее работы и инструкцию по эксплуатации, а также сдавший техминимум.
Перед пуском машины необходимо вывести стопорные винты из пазов барабана и поставить тормоза в нерабочее положение. Обязательно надо проверить уровень масла в ванне. Барабан сепаратора должен вращаться по часовой стрелке, если смотреть сверху.
После работы барабана, не останавливая, надо промыть, пропустив вначале небольшое количество обезжиренного молока или воды, затем холодную воду для охлаждения барабана. Далее, остановив барабан, разбирают машину, тщательно чистят и моют все детали, а затем просушивают.
Эксплуатация гомогенизаторов и техника безопасности.
Электродвигатели, гомогенизаторы и пусковая аппаратура должны быть тщательно заземлены; необходимо систематически проверять состояние заземляющих устройств.
Во время эксплуатации у приводов должны быть защитные кожухи. Запрещается проводить ремонт, смазку, чистку и мойку на ходу машины.
Исправность предохранительного клапана и его регулирование на максимально допустимое рабочее давление надо обязательно проверять каждый раз перед работой.
Рабочее давление в нагнетательной камеры регулируют штурвалом гомогенизирующей головки. Оно не должно превышать паспортного значе-ния.
У пусковой кнопки электродвигателя привода гомогенизатора обяза-тельно должна быть вывешена табличка с надписью «Перед включением электродвигателя пусти воду на охлаждение плунжеров».
Останавливать машину только после разжатия до отказа пружины гомогенизирующей головки. При несоблюдении этого требования диафрагмы манометров выходит из строя.
После работы блок цилиндра промывают на ходу машины, пропуская через него сначала теплую, затем горячую воду до тех пор, пока вода не будет выходить чистой. Затем разбирают гомогенизирующую часть и хорошо промывают в горячей воде, сушат и собирают блок.
6. Список использованной литературы
1.Антипов С.Т. Ученик ХХІ век «Машини и аппараты пищевых производств» - М. «Высшая школа», 2001 г.
2.Барабанщиков Н.В. «Молочное дело», - М. «Колос» 1983 г.
3.Бредихин С.А., Космодемгенский Ю. В., Юрин В.Н. «Технология и техника переработки молока» - М. «Колос» 2003 г.
4.Гальперин Д. М. «Оборудование молочних предприятий, монтаж, накладка, ремонт» - М. «Агропромиздат» 1990 г.
5.Власенко В.В. «Технологія виробництва і переробки молока і молочних продуктів» - В. 2000г.
6.Гончаров Н.Н. Справочник механика молочной промышленности – М. 1959 г.
7.Золотин Ю.П., Френклах М.Б., Ламутина М.Г. «Оборудование предприятий молочной промышленности» -М. Агропромиздат 1985 г., 270с.
8.Иванов В.И. «Технологическое оборудование предприятий молочной промышленности».
9.Ковалевская Л.П. «Технология пищевых производств» -М. «Колос» 1997г.
10.Кравців Р.І., Хоменко В.І., Островський Я.Р. «Молочна справа».
11.Крусь Т.Н. «Технология молочных продуктов».
12.Кугенев П.В., Барабанщиков Н.В. Практикум по молочному делу –М. «Колос» 1978г.
13.Сурков В.Д., Липатов Н.Н., Золотин Ю.П. «Технологическое оборудование молочных предприятий» -М. «Легкая пищевая промышленность» 1983г.
14.Золотин Ю.П., Френклах М.В., Ламутина М.Г. «Оборудование предприятий молочной промышленности» - М. «Агропромиздат» 1985г.
15.Шалыгина Г.А. «Технология молока и молочних продуктов» -М. 1973г.
16.Барановский Н. В. «Пластинчатые теплообменники в пищевой промышленности». «Машгиз», 1962.
17.Вайнберг А. Я.,БрусиловскийЛ. П. «Автоматизация технологических процессов в молочной промышленности». Изд-во «Пищевая промышленность », 1964.
18.Дезент Г. М., Боушев Т. А. «Оборудование и поточные линии для производства мороженого». «Госиздат», 1961.
19.3олотнии Ю. П. «Циркуляционная мойка молочного оборудования». «Пищепромиздат», 1963.
20.Крупин Г. В., Лукьянов К. Я., Тарасов Ф.М., Боушев Т. А, Шувалов В. Н. Васильев П. В. «Технологическое оборудование предприятий молочной промышленности» . М., изд-во «Машиностроение», 1964.
Дополнение 1.

Дополнение 2.
 Сепаратор Ж5-ОМЕ-С
Сепаратор Ж5-ОМЕ-С
Сепаратор-молокоочиститель Ж5-ОМЕ-С с центробежной автоматической периодической выгрузкой осадка предназначен для очистки молока от загрязнений и механических примесей, работает в линии с пастеризационной установкой производительностью не менее 15000 дм 3 /ч.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Дополнение 3.
Компания Frautech более 90 лет производит машины и линии для пищевой промышленности, в частности для молочной отрасли.
Центробежные сепараторы : автоматические и ручные, для обезжиривания, титрования и очистки молока, обезжиривания сыворотки, для разделения жидкостей и жидкой/твердой фаз различных видов жидких продуктов пищевых и непищевых: вина, масла, фруктовых соков, сточных вод и т.д.
Оборудование для пастеризации : с пластинчатыми теплообменниками с электронными и пневматическими системами контроля, для молока, молочных продуктов и других жидких пищевых продуктов.
Уже многие десятилетия марка «Frautech» ассоциируется с безупречной работой центробежных сепараторов, применяемых в молочной промышленности, и сепараторы серии «Freedom» яркое тому подтверждение.
Технологический цикл данной модели сепараторов всегда считался отличительной чертой компании«Frau»,а аккуратное техническое исполнение каждой детали и использование современных электронных сис-тем для контроля за работой всей установки позволили снизить из-держки до минимума (например, расходы на техническое обслу-живание и энергопотребление).
Frautech (Фраутек) основана в 1913 г. и без малого сто лет производит оборудование для молочной промышленности, основанное на принципе центробежного разделения. Технический отдел Фраутек постоянно работает в направлении технического совершенствования и повышении эффективности своего оборудования, опираясь на самые современные достижения электроники и учитывая потребности молочной индустрии.
Владельцы патента RU 2280991:
Изобретение относится к молочной промышленности. Способ предусматривает внесение в смесь пастеризованного и охлажденного цельного молока с сухим обезжиренным молоком гидроколлоидов, в качестве которых используют комплексную стабилизирующую систему, подслащивающий компонент. Полученную смесь пастеризуют при температуре 94-98°С с выдержкой 2-10 мин, охлаждают, вносят закваску из комбинации культур прямого внесения, сквашивают в течение 4-7 ч. Затем смесь резервируют. Вносят наполнитель в потоке и одновременно с наполнителем вносят витаминную или минеральную пищевую добавку. Затем проводят термизацию смеси при температуре 65-84°С с выдержкой 10-30 с и охлаждение. Изобретение позволяет повысить пищевую ценность йогурта, срок его хранения, уменьшить трудоемкость способа. 3 з.п. ф-лы, 3 табл.
Изобретение относится к молочной промышленности и может быть использовано при производстве йогуртов.
Известен способ производства кисломолочного продукта, преимущественно йогурта, согласно которому цельное молоко смешивают с сухим обезжиренным молоком, в полученную смесь вводят гидроколлоиды, гомогенизируют, подвергают тепловой обработке при 80-140°С в течение от 3 с до 15 мин, затем охлаждают до 20-43°С, вносят закваску, сквашивают до рН 4,0-4,6, охлаждают, вносят фруктовый наполнитель, доохлаждают и фасуют .
Недостаток данного способа производства кисломолочного продукта, преимущественно йогурта, заключается в его трудоемкости и получении продукта с невысокой пищевой ценностью.
Наиболее близким по технической сущности к предложенному способу является способ производства йогурта, включающий гомогенизацию сгущенного цельного молока или смеси цельного молока с сухим обезжиренным молоком или сгущенным обезжиренным молоком, внесение гидроколлоидов, пастеризацию при 80-98°С и выдержке от 20 мин до 1 ч 20 мин, охлаждение до 32-43°С, внесение закваски, сквашивание до рН 4,0-4,55, перемешивание сгустка до гомогенной консистенции, охлаждение, внесение фруктового наполнителя с одновременным перемешиванием и охлаждением смеси до 40-20°С в течение 1-3 ч, фасовку и доохлаждение в течение 8-16 ч .
Недостатком данного способа производства йогурта является его невысокая пищевая ценность, непродолжительный срок хранения, большая трудоемкость способа.
Целью изобретения является повышение пищевой ценности йогурта, срока его хранения, уменьшение трудоемкости способа.
Поставленная задача достигается тем, что в способе производства йогурта, включающем внесение в смесь цельного молока с сухим обезжиренным молоком гидроколлоидов, гомогенизацию смеси, пастеризацию, охлаждение до 32-43°С, внесение закваски, сквашивание до рН 4,0-4,55, охлаждение, внесение фруктового наполнителя, фасовку и доохлаждение в течение 8-16 часов, перед составлением смеси молоко пастеризуют при температуре 80-90°С в течение 3 с и охлаждают, в качестве гидроколлоидов используют комплексную стабилизирующую систему, одновременно с гидроколлоидами вносят подслащивающий компонент, пастеризацию смеси проводят при температуре 94-98°С с выдержкой 2-10 мин, в качестве закваски используют комбинации культур прямого внесения, сквашивание проводят в течение 4-7 часов, после охлаждения смесь резервируют, внесение наполнителя осуществляют в потоке, одновременно с наполнителем вносят витаминную или минеральную пищевую добавку, перед фасовкой осуществляют термизацию смеси при температуре 65-84°С с выдержкой 10-30 с и последующее охлаждение до температуры 18-22°С.
Способ производства йогурта осуществляется следующим образом: молоко-сырье принимают по массе и качеству, охлаждают до температуры 4±2°С и подают в резервуар для хранения (не более 6 часов), далее молоко нагревают до температуры 55±2°С и подают на очистку и нормализацию. Затем молоко пастеризуют при температуре 85±2°С в течение 3 с и охлаждают. В резервуаре проводят смешивание цельного молока с сухим обезжиренным молоком. В смесь вносят гидроколлоиды, в качестве которых используют комплексную стабилизирующую систему: «Хамульсион RABB 30», включающую гидроксипропил дикрахмал фосфат, молочный белок, желатин, гуаровую муку или «Гринстед SB264», включающую амидированный пектин, нормализованный сахаром, желатин, гидроксипропил дикрахмал фосфат. Одновременно с гидроколлоидами в смесь вносят подслащивающий компонент. Смесь выдерживают в течение (30±5) минут при периодическом помешивании до полного растворения стабилизирующей системы, затем смесь подогревают до температуры 55±2°С, гомогенизируют, пастеризуют при 96±2°С с выдержкой 5±2 мин. Смесь охлаждают до температуры заквашивания - 38±2°С и направляют в резервуары для сквашивания. Вносят комбинации заквасок прямого внесения (DVS), смесь перемешивают в течение 15 мин и оставляют в покое на 35±5 мин, еще раз перемешивают в течение 15 мин и оставляют в покое до сквашивания. Сквашивание осуществляют в течение 6±1 часов и прекращают при образовании достаточно прочного сгустка и активной кислотности рН 4,2±0,2. Сквашенный продукт охлаждают до температуры 20±2°С и резервируют. Фруктовый наполнитель, в качестве которого используют асептические обработанные и специально подготовленные фрукты и ягоды, хранившийся при температуре 4±2°С, вносят в сквашенный продукт в потоке. Одновременно с фруктовым наполнителем вносят витаминную или минеральную пищевую добавку, полученную смесь подают на термизацию при температуре 68±2°С с выдержкой 20 с и последующее охлаждение до температуры 20±2°С. Готовый продукт подают на фасовку с температурой 20±2°С и доохлаждают в течение 10±2 часов. При достижении продуктом температуры 4±2°С технологический процесс считают законченным. Продолжительность хранения йогурта составляет 30 сут.
При использовании предложенного способа производства йогурта повышается пищевая ценность йогурта за счет внесения витаминной или минеральной добавки на заключительной стадии технологического процесса производства, вследствие чего получают продукт, сбалансированный по витаминному или минеральному составу. Причем внесение витаминной и минеральной пищевой добавки осуществляют в таких количествах, которые обеспечивают при употреблении 200 г йогурта поступление в организм человека 30-50% рекомендуемой дневной нормы соответствующих витаминов или минеральных веществ. Данный способ позволяет повысить срок хранения йогурта за счет процесса термизации при щадящих температурных режимах, что обеспечивает сохранение жизнеспособной микрофлоры йогурта и, следовательно, его пробиотические свойства. Использование в технологическом процессе производства йогурта комбинаций заквасок прямого внесения (DVS) позволяет полностью исключить трудоемкий процесс приготовления производственных заквасок и, следовательно, в целом, уменьшить трудоемкость способа.
В таблицах 1, 2 приведены примеры рецептур предлагаемого йогурта.
| Таблица 1 - Рецептура йогурта | |||
| Компоненты | Рецептура на 1000 кг | ||
| 1 | 2 | 3 | |
| 779,80 | 777,20 | 777,00 | |
| 17,00 | 17,00 | 17,00 | |
| 22,00 | 22,00 | ||
| 24,00 | |||
| 0,50 | 0,50 | 0,50 | |
| 0,50 | 0,50 | ||
| 0,50 | |||
| Сахар-песок | 80,00 | 80,00 | 80,00 |
| Аскорбиновая кислота | 0,20 | ||
| Витаминный премикс (витамин Е, B 1 , В 6 , РР, B 12 , С, фолиевая кислота, биотин) | 0,80 | ||
| Лактат кальция | 3,00 | ||
| Фрукты и/или ягоды | 100,00 | 100,00 | 100,00 |
| Таблица 2 - Рецептура йогурта | |||
| Компоненты | Рецептура на 1000 кг | ||
| 1 | 2 | 3 | |
| Молоко цельное с массовой долей жира 3,6% | 779,3 | 857,05 | 855,6 |
| Молоко сухое обезжиренное с массовой долей жира 1,5% | 17,00 | 17,00 | 17,00 |
| Стабилизирующая система «Гринстед SB264» | 22,00 | 22,00 | |
| Стабилизирующая система «Хамульсион RABB 30» | 24,00 | ||
| Закваска прямого внесения YC-180 | 0,50 | 0,50 | 0,50 |
| Закваска прямого внесения Bb-46 | 0,50 | 0,50 | |
| Закваска прямого внесения Bb-12 | 0,50 | ||
| Сахар-песок | 80,00 | ||
| Аспасвит ТС100 | 0,8 | ||
| Аспасвит ТС200 | 0,4 | ||
| Витаминный премикс (витамин Е, β-каротин, С, фолиевая кислота, биотин) | 0,70 | ||
| Лактат двухвалентного железа | 0,15 | ||
| Лактат магния | 4,0 | ||
| Фрукты и/или ягоды | 100,00 | 100,00 | 100,00 |
В таблице 3 приведены органолептические показатели йогурта по предлагаемым рецептурам.
Данный способ производства йогурта позволяет расширить ассортимент продуктов, относящихся к классу «здоровых», высокое содержание жизнеспособной микрофлоры даже после термизации, позволяет охарактеризовать продукт как пробиотический. Данный йогурт способствует нормализации кишечного микробиоценоза и стимулированию иммунной системы организма.
Применение данного йогурта как в массовом, так и специальном питании является средством массовой профилактики полигиповитаминозов, авитаминозов, железодефицитной анемии, кальциевой недостаточности, а также восполнения недостаточного потребления витаминов и минеральных веществ практически у любых возрастных и профессиональных групп населения.
Изобретение может быть использовано как на мини-заводах, так и на предприятиях большой сменной мощности.
Предложенный способ йогурта апробирован в лабораторных условиях на факультете технологии молока и молочных продуктов Омского государственного аграрного университета.
1. Способ производства йогурта, включающий внесение в смесь цельного молока с сухим обезжиренным молоком гидроколлоидов, гомогенизацию смеси, пастеризацию, охлаждение до 32-43°С, внесение закваски, сквашивание до рН 4,0-4,55, охлаждение, внесение фруктового наполнителя, фасовку и доохлаждение в течение 8-16 ч, отличающийся тем, что перед составлением смеси молоко пастеризуют при температуре 80-90°С в течение 3 с и охлаждают, в качестве гидроколлоидов используют комплексную стабилизирующую систему, одновременно с гидроколлоидами вносят подслащивающий компонент, пастеризацию смеси проводят при температуре 94-98°С с выдержкой 2-10 мин, в качестве закваски используют комбинации культур прямого внесения, сквашивание проводят в течение 4-7 ч, после охлаждения смесь резервируют, внесение наполнителя осуществляют в потоке, одновременно с наполнителем вносят витаминную или минеральную пищевую добавку, перед фасовкой осуществляют термизацию смеси при температуре 65-84°С с выдержкой 10-30 с и последующее охлаждение до температуры 18-22°С.
2. Способ по п.1, отличающийся тем, что в качестве гидроколлоидов используют комплексную стабилизирующую систему "Хамульсион RABB 30", включающую гидроксипропил дикрахмал фосфат, молочный белок, желатин, гуаровую муку, или "Гринстед SB264", включающую амидированный пектин, нормализованный сахаром, желатин, гидроксипропил дикрахмал фосфат.
3. Способ по п.1, отличающийся тем, что в качестве витаминной пищевой добавки используют аскорбиновую кислоту или витаминные премиксы, содержащие антиоксидантный комплекс (β-каротин, витамин Е, витамин С) или мультивитаминный комплекс.
Молочная промышленность включает в себя большое количество отдельных отраслей: цельномолочное производство, маслоделие, сыроделие, производство консервированных сгущенных и сухих молочных продуктов, мороженого, производство продуктов детского питания, заменителей цельного молока и пр. Каждая из этих отраслей имеет свои особенности, однако все они в той или иной степени связаны с переработкой молока.
Промышленная переработка молока представляет собой довольно сложный комплекс связанных между собой химических, физико-химических, микробиологических, биохимических, биотехнических, теплофизических и иных технологических процессов, которые отличаются в зависимости о того, о производстве какого продукта идет речь.
Например, при изготовлении питьевого молока и кисломолочных продуктов используются все компоненты молока. В производстве сметаны, сливок, кисломолочного сыра, масла, твердого сыра осуществляется переработка отдельных компонентов молока. Производство молочных консервов напрямую связано с сохранением всех сухих веществ молока после извлечения из него влаги.
Йогурт представляет собой кисломолочный продукт, который вырабатывается на основе пастеризованного нормализованного по массовой доле жира и сухих веществ молока с добавлением или без добавления сахара, ароматизаторов, плодово-ягодных наполнителей, загустителей, стабилизатора, растительного белка и прочих ингредиентов. По своему внешнему виду йогурт представляет собой однородную сметанообразную массу с нарушенным или ненарушенным (в зависимости от способа производства) сгустком, а у плодово-ягодных продуктов – с добавлением кусочков ягод и фруктов. Цвет обычного йогурта – молочный, а у йогуртов с наполнителями он обуславливается добавленными в него сиропами.
Существует два основных способа производства йогуртов – резервуарный и термостатный. При этом плодово-ягодные йогурты вырабатываются только термостатным способом. Технологический процесс изготовления йогурта резервуарным способом состоит из нескольких основных операций: приемка и подготовка сырья, нормализация молока по жиру и сухим веществам, очистка, гомогенизация смеси, пастеризация, охлаждение, заквашивание, внесение наполнителей и красителей, сквашивание, перемешивание, охлаждение, розлив, упаковывание, нанесение маркировки.
Основное сырье, которое используется для производства йогурта, должно быть очень высокого качества. В нем должно содержаться минимальное количество посторонних примесей и бактерий, которые могут помешать развитию йогуртовых бактерий. По этой причине требования к используемому сырью очень высокие. Производителям приходится тратить немало времени на поиск проверенных поставщиков и проводить тщательные проверки каждой новой партии сырья перед тем, как использовать его для производства своей продукции. Сырое молоко, отобранное по качеству, предварительно проходит сразу несколько технологических этапов обработки. Оно нормализуется по массовой доле жира или сухих веществ.
Сначала осуществляется нормализация содержащихся в нем сухих веществ. Самым распространенным способом нормализации состава сухих веществ считается выпаривание пастеризованного и гомогенезированного молока при температуре 55-60 градусов Цельсия. При этом из сырья удаляется от 10 до 20 % жидкости (от общего объема молока). Также для нормализации по содержанию сухих веществ в молоко может добавляться обезжиренное сухое молоко (примерно 3 % веса на общий объем), которое восстанавливается в соответствии с принятой нормативной документацией, или концентрированное молоко.
В зависимости от вида производимого йогурта содержание жира в нем может изменяться. По этому параметру молоко, которое используется для изготовления йогурта, нормализуется в пределах от 0,1 до 3,5 %. При этом, чем ниже содержание жира в исходном сырье, тем сложнее будет перерабатываться йогуртный сгусток. По этой причине производители стараются повышать содержание сухих веществ при изготовлении обезжиренного йогурта. По жиру молоко нормализуют двумя способами – путем добавления к обезжиренному молоку цельного молока или сливок, а также в потоке, с использованием сепаратор-нормализатора.
Особое внимание уделяется содержанию воздуха в молоке. Для того чтобы готовый продукт имел более долгий срок хранения, отличался большей вязкостью, не имел посторонних запахов, а также для того чтобы сократить сроки его ферментации, содержание воздуха в сырье должно быть минимальным. Для этого молоко проходит деаэрацию (удаление воздуха) в специальных вакуумных камерах.
При производстве сладкого йогурта нормализованное молоко подогревают до температуры 40-45 градусов, добавляют в него сахар, который предварительно растворяется в части нормализованного молока при той же температуре в соотношении 1 к 4. Затем смесь очищается на сепаратарах-молокоочистителях.
На следующем этапе производства йогуртов осуществляется гомогенизация сырья, цель которого – избежать отстаивания сливок во время сквашивания и обеспечить равномерное распределение жира в молоке. Чтобы продукт, который получится в итоге, отличался высоким качеством, молоко гомогенизируется при температуре 65-75 градусов Цельсия и при давлении 200-250 атмосфер. После этого в него добавляется заранее подготовленный стабилизаторы (каррагенин, желатин, пектин, крахмал и др.), ароматические и вкусовые наполнители.
До того как в молоко добавляют закваску для изготовления йогурта, оно проходит тепловую обработку (пастеризацию), которая позволяет подготовить основу для бактериальной закваски и уменьшает риск отделения сыворотки в готовом продукте (в результате чего получается устойчивая консистенция йогурта). Для этого молоко нагревается до температуры 90-96 градусов Цельсия и поддерживается при этой температуре в течение пяти минут. Для изготовления йогуртов используются специальные закваски, в составе которых могут быть различные типа бактерий. Самыми распространенными из них являются болгарская палочка (Lactobacillus bulgaricus) и термофильный стрептококк (Streptococcus thermophilus). Впрочем, некоторые производители могут добавлять к основной закваске бактерии иного типа (например, Lactobacillus acidophilus или Bifidobacterium). И болгарская палочка, и термофильный стрептококк производят молочную кислоту, которая является конечным продуктом сквашивания молока безвоздушным способом. При этом термофильный стрептококк отвечает за производство кислоты, а болгарская палочка придает йогурту специфический аромат. Хотя эти виды бактерий и развиваются взаимосвязано, взаимодействие между ними обуславливается процентным содержанием каждой из них в закваске, температурой окружающей среды и длительностью сквашивания.
Количество добавляемой закваски составляет, как правило, 3-5 % от объема заквашиваемой смеси, а закваски, которая приготавливается на стерилизованном молоке, - 1-3 %. Закваску добавляют в молоко в резервуаре для кисломолочных продуктов при работающей мешалке. Кроме того, ее можно вносить и перед тем, как молоко подается в емкость. После заполнения резервуара вся смесь тщательно перемешивается в течение 15 минут. Окончание процесса сквашивания определяется по образованию прочного сгустка кислотностью 95-100 °Т. Сначала сгусток охлаждается в течение 10-30 минут, а потом перемешивается для достижения однородной консистенции и во избежание отделения сыворотки.
Молочные предприятия не производят закваски самостоятельно, а приобретают их в различных формах. Например, они могут быть сублимированными (используются для размножения закваски), концентрированными сублимированными (замороженные культуры для размножения молочной закваски) и суперконцентрированные (которые добавляются непосредственно в продукт).
Молоко после добавления в него закваски сквашивается при помощи специального оборудования для ферментации. При использовании резервуарного метода большое значение имеет перепад давления между инкубационными резервуарами и упаковочным автоматом. Он должен быть минимальным, поэтому столь важно с ответственностью подходить к выбору типа и размера труб, насосов, охладителя, клапанов и прочего оборудования.
Почти готовый продукт охлаждается, а потом отправляется на заключительную термическую обработку в заквасочной установке при температуре около 60-80 градусов Цельсия. Продукт в горячем виде (нагретый до температуры 60° C, что гарантирует долгий срок реализации) упаковывается в пластиковые бутылки, стаканчики (самая распространенная упаковка), картонные пакеты. Наполнение стаканчиков и прочей тары йогуртом осуществляется автоматически. На специальное оборудование подаются бракеражные листы, которые выступают в качестве сырья для производства пластиковых стаканчиков. Сначала они дезинфицируются, а потом при помощи горячего пресса из них формируются стаканчики, которые наполняются йогуртом. Упаковка производится на лотках по 24 стаканчика на каждом. Та же упаковочная машина в два этапа герметично запечатывает заполненные стаканчики фольгой. Затем лотки складываются на тележки и транспортируются в холодильный контейнер, где продукт снова охлаждается за короткое время, после чего маркируется и отправляется на хранение. Иногда на складах готовый йогурт находится 2-3 суток. Там происходит его созревание, осуществляет учет упаковок. В это время в лаборатории при производстве проводятся исследования образцов из последней партии.
Технологический процесс производства йогуртов термостатным методом включает в себя следующие этапы: приемка и подготовка сырья, нормализация сырья по жиру и сухим веществам, очистка и гомогенизация смеси, пастеризация и охлаждение смеси, заквашивание, розлив, упаковывание, маркирование, сквашивание и охлаждение. Таким способом производятся плодово-ягодные йогурты. По сути, все операции, которые используются при этом методе, практически полностью совпадают с этапами производства йогуртов резервуарным методом. По крайней мере, до добавления в них плодово-ягодных наполнителей. Наполнители добавляются при постоянном помешивании в смесь, которая предварительно охлаждается до температуры сквашивания. Затем вся масса еще перемешивается в течение 15 минут. Заквашивание осуществляется так же, как и при использовании резервуарного способа. Заквашенную смесь разливают в стеклянную тару и направляют в термостатную камеру с постоянной температурой 38-42 градуса на 3-4 часа, где масса сквашивается. После этого сгусток проверяется на прочность и кислотность, и готовый продукт транспортируется в холодильную камеру для охлаждения до температуры 6 градусов. Такие йогурты имеют небольшой срок хранения – не более 4 суток с момента изготовления при температуре 6 градусов Цельсия.
В последнее время на большинстве современных производств используется резервуарный метод изготовления йогуртов, так как продукт, приготовленный таким образом, хотя и не может называться полностью натуральным, но имеет более длительный срок хранения и реализации. Современное оборудование позволяет почти полностью автоматизировать процесс производства йогуртов. Для организации производства понадобится специальная технологическая линия, которая включает в себя следующее оборудование: двухслойный резервуар из пищевой нержавеющей стали с перемешивающим устройством рамного типа, молочный насос, сепаратор-сливкоотделитель, нормализатор, буферная емкость для сливок, двухслойный резервуар с перемешивающим устройством якорного типа, гомогенизатор, проточный охладитель, эмульгатор с перемешивающим устройством, заквасочник, фасовочный аппарат, запорная и трубопроводная арматура, пульт управления.
Такая линия может использоваться для производства йогуртов с приготовлением или без приготовления фруктов, с длительным сроком реализации и расфасовкой в стаканчики емкостью 150 и 200 мл с запечатыванием сверху алюминиевой фольгой с нанесением даты изготовления и сроков годности. Ее производительность составляет 12000-15000 стаканчиков за смену продолжительностью около девяти часов и 24000-30000 стаканчиков за две смены продолжительностью около девяти часов каждая. Среднее потребление электроэнергии таким оборудованием составляет 20 кВт в час. Потребление воды достигает 12 куб. метров в день. Для размещения линии понадобится производственная площадь около 150-200 кв. метров и площади под склады для хранения готовой продукции – 50-80 кв. метров. Размеры помещения для холодного хранения должны составлять около 6 на 2,5 метра. Для работы на небольшом производстве понадобится техник по молокозаводам, один электрик и шесть квалифицированных рабочих. На крупном по объемам производства предприятия работает около тридцати человек за смену. Средняя стоимость оборудования для производства йогурта составляет от 2 млн. (2000 литров в сутки) до 4 млн. (4000 литров в сутки) рублей.
Хотя йогурт – продукт несезонный, который должен пользоваться спросом все двенадцать месяцев, тем не менее, время года оказывает определенное влияние на уровень его продаж. Летом практически все производители отмечают значительное снижение объема своих продаж. Объясняется этот факт тем, что потребители стараются покупать меньше молочных продуктов в жаркое время года, так как велик риск приобрести испорченный продукт. К сожалению, это, действительно, частое явление, с которым небольшим производственным предприятиям очень сложно бороться. Главная причина быстрой порчи молочной продукции летом – несоблюдение условий (температурного режима) ее транспортировки и хранения в розничных сетях.
Сысоева Лилия
- портал бизнес-планов и руководств
Мы предлагаем линию под ключ для производства йогурта, с приготовлением или без приготовления фруктов, с длительным сроком реализации. - В стаканчиках емкостью 150 или 200 мл. - С запечатыванием сверху алюминиевой фольгой и с нанесением даты «Годен до». - С упаковкой на лотках по 24 стаканчика(4 x 6). - Производительность: 12 - 15.000 стаканчиков в одну смену продолжительностью около 9 часов; 24.- 30.000 стаканчиков в две смены продолжительностью около 9 часов каждая смена.
Состоит:
1. Хранение молока с охлаждением
2. Смешивание и пастеризация
3. Приготовление йогурта
4. Наполнение стаканчиков и упаковка на лотках
5. Бойлер, Компрессорная станция
6. Лаборатория и C.I.P. мойка
7. Холодное хранение
8. Запасные части на 2 года
9. Документация
10. Шефмонтаж и обучение персонала
Описание технологического процесса
1. Хранение молока с охлаждением
Цельное молоко перекачивается через фильтр в танк для хранения молока емкостью 3.000 литров. В танке для хранения молока цельное молоко охлаждается с помощью узла с холодной водой. Поступающее цельное молоко должно проверяться простым и быстродействующим тестером (поставляется с комплектом лаборатории) на отсутствие всех веществ, влияющих на кислую молочную культуру (например: молоко коров, которые подвергались лечению антибиотиками).
2. Смешивание и пастеризация
Насос поставляет цельное молоко из танка для хранения молока в смешивающий танк. В смешивающем танке цельное молоко смешивается с обезжиренным сухим молоком и с натуральными компонентами для обеспечения высокой вязкости.
При производстве йогурта с фруктами, вкусовые добавки и сахар могут быть добавлены.
Полная рецептура продукции и подробное описание технологического процесса являются частью нашей поставки.
Из смешивающего танка молоко прокачивается через молочный пастеризатор.
Температура пастеризации молока контролируется автоматически и записывается на температурной диаграмме.
3. Приготовление йогурта.
В танке для приготовления йогурта добавляется материнская культура. Процесс приготовления йогурта длится 3-4 часа и может быть подвергнут контролю с помощью ph-метра, находящегося у танка для приготовления йогурта. В течение этого времени йогурт приобретает типичную для йогурта высокую вязкость. После достижения необходимого уровня кислотности и вязкости, йогурт медленно перемешивается мощной мешалкой. После перемешивания масса йогурта обладает сметанообразной консистенцией и может быть пастеризована для обеспечения длительного срока хранения.
Окончательная пастеризация должна быть проведена при температуре в пределах 60-65°C.
Наполнитель стаканчиков является полностью автоматическим и может отмываться системой C.I.P. (мойка в процессе).
Наполнение стаканчиков происходит при температуре, близкой к 60° C, которая гарантирует длительный срок реализации продукта.
Упаковка производится на лотках по 24 стаканчика на каждом лотке. Лотки могут соединяться без применения клея. Лотки складываются на тележки и транспортируются в холодильный контейнер для охлаждения на 2-5 ° C за короткое время.
5. Электричество, вода - потребление
Оборудование нуждается в электрическом подсоединении на 380/400 в, 50 Гц, 32 КВт /час
Среднее потребление электроэнергии: 20 КВт/час
Потребление воды: 12 м3 в день
Штат: 1 техник по молокозаводам, 6 квалифицированных рабочих, 1 электрик.
Необходимая производственная площадь:
150 - 200 кв. м для производства, 50 - 80 кв. м для хранения.
Размеры помещения для холодного хранения: 6,20м x 2,50 м
Перечень оборудования
1. Приемка молока и охлаждение
1.1 1 Насос для приемки молокаПроизводительность: 3.000 литров в часЦеликом выполнен из нержавеющей стали
1.2 1 Фильтр для молокаПроизводитель: SCHAECOКорпус выполнен из нержавеющей стали
1.3 1 Танк для хранения молокаЕмкость: 2.500 литровС мешалкой Со смотровым отверстием наверхуРаспылительные насадки для C.I.P. мойкиТермометр
1.4 1 Узел холодной водыПроизводительность: 15.000 ккалС компрессором R22 - воздушного охлажденияАвтоматический контроль температурыЦиркуляционный насос
2. Смешивание и пастеризация
2.1 1 НасосПроизводительность: 4.000 литров в часЦентробежныйЦеликом выполнен из нержавеющей стали
2.2 1 Танк для смешиванияЦеликом выполнен из нержавеющей стали Емкость: 750 литровС мешалкой - 0,8 КВт - 380 В
2.3 1 Молочный пастеризаторС пластинами, из нержавеющей сталиДля пастеризации йогурта-молокадо 90 °C и охлаждения до 40 °C приблизительноПроизводительность: около 750 литров в часС автоматическим обратным потоком к смешивающему танку, если предварительно выбранная температура не была достигнутаС устройством для записи температурных данных и смесителем для обеспечения постоянной температуры
2.4 1 Узел контроля горячей водыС автоматическим контролем температуры пастеризации
2.5 1 Устройство записи температурных данныхВ корпусе из нержавеющей стали
2.6 1 Комплект трубопроводовС полным комплектом труб, соединений и клапанов от насоса от приемки молока и до молочного пастеризатора Целиком выполнен из нержавеющей стали
3. Приготовление йогурта
3.1 3 Танк для приготовления йогуртаЕмкость: 750 литровС системой мойки C.I.P. Полностью закрытый Смотровое окно в верхней частиЦеликом выполнен из нержавеющей сталиС мешалкой для медленного смешивания - 2 КВтПреобразователь частотыТермометр
3.2 1 Моно насосПроизводительность: 300 - 500 литров в часС преобразователем частоты
3.3 1 Танк для термизации йогуртаС пластинами из нержавеющей сталиТермизация размешенного йогурта при температуре около 30 - 40 °C и доведения до 60 - 70 °C с помощью горячей воды 80 °CЦеликом выполнен из нержавеющей стали Производительность: 300 - 500 литров в час
3.4 1 Узел контроля горячей водыС автоматическим контролем температуры термизации
3.5 1 Комплект трубопроводовС полным комплектом труб, соединений и клапанов от насоса от молочного пастеризатора до наполнения стаканчиковЦеликом выполнен из нержавеющей стали
4. Наполнение стаканчиков и упаковка на лотках
4.1 Машина для наполнения и запечатывания стаканчиковТип: SCHAECO - 1.600Полностью автоматическое наполнение и запечатывание С распечаткой надписи «Годен до» С поршневым узлом для наполненияНаполнение стаканчиков емкостью 100 - 250 млПроизводительность: до 1.800 стаканчиков в часС панелью управления из нержавеющей стали
4.2 1 Упаковка на лоткахС роликовым конвейером Ручная установка лотков
5. Бойлер, компрессор
5.1 1 Бойлер Мощность: 25.000 ккалС автоматической газовой или масляной горелкойПолностью автоматический контроль температурыС циркуляционным насосом и расширительным бакомС дымоходом из нержавеющей стали
5.2 КомпрессорКомпактный узел, максимальное давление- 6 барСо 100литровым коллектором
5.3 1 Комплект трубопроводовСо всеми трубами и соединениями для горячей воды и сжатого воздуха, со всеми клапанами
6. Лаборатория и C.I.P. мойка
6.1 1 Лабораторное оборудованиеКомплектная молочная лаборатория для всех необходимых анализов для молока и йогурта, включая инкубаторСо стеклянной посудой и одним ph-метром и т.п.
6.2 3 Емкость для приготовления материнской культурыЕмкость: 20 литровПолностью из нержавеющей сталиС электрообогревом
6.3 1 Оборудование для C.I.P. мойкиС двумя электрообогреваемыми танками и одним С.I.P. насосом
6.4 1 Моющий насос высокого давленияС дезинфицирующим дозирующим узлом
7. Холодное хранение
7.1 1 Холодильный бокс-контейнер 20’ Полностью изолированный с воздушными охладителями для охлаждения до - 10 °С. Холодильные контейнеры немного использованы, но полностью капитально отремонтированы.
7.2 15 Тележки для транспортировки подносовКаждая для около 70и подносов с 24ьмя стаканчиками.
8. Запасные части
Комплект запасных частей на 2 года работы
9. Документация
9.1 Руководство по производству, наполнения и мойки
9.2 Руководство для анализа молока и бактериологического контроля
10. Шефмонтаж и обучение персонала
10.1 Надзор за шефмонтажем будет осуществляться со стороны нашего специалиста. Продолжительность: около 5 дней.
10.2 ИспытаниеПродолжительность: около 2 дней
10.3 Обучение местного персоналаПродолжительность: около 5 дней.
Пищевое производство является одним из перспективных направлений бизнеса. Несмотря на большие капиталовложения, данная продукция пользуется стабильным спросом, а, значит не будет проблем, связанных с ее реализацией, что способствует получению стабильной прибыли, и как следствие быстрой окупаемости. Одну из стабильных ниш рынка продуктов питания занимает производство кисломолочных продуктов, в частности, йогурта.
Анализ рынка
В последнее время на российском рынке наблюдается положительная динамика в объемах производства и реализации йогуртов. В стоимостном выражении она составляет около 7% по отношению к 2014-2015 годам. Объясняется это, прежде всего, ростом тарифов на сырье и как следствие ростом цен на готовую продукцию.
Тем не менее не спадает и спрос на йогуртовую продукцию любого вида. Наиболее востребованным на сегодняшний день является ассортимент продукции с добавками, среди которых большую долю занимают фруктово-ягодные наполнители. На втором месте кремовые начинки и филлеры.
Самыми крупными игроками данного сегмента рынка, на которых приходится более трети от всего объема производства, являются компании:
- PepsiCo (бывшая «Вимм-Билль-Данн»).
- Danon.
- ООО «Валио».
- ООО «Эрманн».
Но, при этом свою нишу рынка уверенно занимают и небольшие производства. Связанно это с не спадающим, а даже растущим спросом на йогуртовую продукцию со стороны населения по причине увеличения тенденции к здоровому образу жизни. Из этого следует, что подобный бизнес имеет хорошие перспективы для своего продвижения на современном рынке кисломолочных товаров.
Регистрация и организация бизнеса
Любой бизнес требует обязательной государственной регистрации. Прежде всего, новое предприятие подлежит постановке на учет в местной инспекции ФНС, для чего оформляется соответствующая форма заявления. Для открытия йогуртового производства подходящими формами собственности могут быть ИП, ООО, ОАО или ЗАО. Ее выбор будет зависеть от планируемых масштабов бизнеса, но для начинающего предпринимателя лучше остановиться на первом или втором варианте.
Необходимая документация
Для открытия и ведения бизнеса по производству йогуртов потребуется наличие следующей документации:

Кроме вышеперечисленных документов, компания по производству пищевой продукции, в том числе и йогуртов, должна иметь копии нормативно-технической документации, в соответствии с которой будет осуществляться сам технологический процесс (ГОСТ, ТО, СТО). В конкретном случае, необходимо ориентироваться на ГОСТ 31981 – 2003 «Йогурты. Общие технические условия».
Помещение и оборудование
При выборе подходящего помещения и его оформлении важно учитывать все санитарные нормы, установленные для пищевых производств. Поэтому приступая к этапу поиска, предпринимателю следует тщательно изучить требования СанПиН, среди которых можно выделить следующие:

Оптимальным вариантом для йогуртного производства станет аренда помещения, состоящего из нескольких комнат с минимальной площадью 200 кв. м.
Оно будет включать в себя:
- основной цех с производственной линией не менее 100 кв. м;
- склады для хранения сырья и готовой продукции;
- подсобные зоны для отдыха персонала и хранения инвентаря.
Что касается необходимого оборудования, то в его минимальный перечень должна входить специальная технологическая линия, состоящая из:
- Двухслойных резервуаров, оснащенных рамным и якорным перемешивающим элементом.
- Насоса для исходного сырья.
- Сепаратора, отделяющего сливки.
- Нормализирующего устройства.
- Ёмкости для сливок.
- Гомогенизатора.
- Охладителя проточного типа.
- Эмульгатора, оснащенного перемешивающим устройством.
- Заквасочника.
- Агрегата для расфасовки.
На современном рынке технологического оборудования предложено огромное количество разнообразной техники, предназначенной для крупных и небольших производств йогурта и отличающейся между собой ценой и качеством. Выбор необходимых машин и агрегатов необходимо производить в зависимости от потенциальных объемов производства.
Сырье и поставщики
Для изготовления йогурта нужно использовать только высококачественное сырье. Прежде всего, в нем практически должны отсутствовать разнообразные вещества и примеси, которые способны помешать основному образованию йогуртовых бактерий. В связи с этим к исходному сырью предъявляются довольно строгие требования, что заставляет производителей довольно долго подбирать проверенных поставщиков и проверять качество каждой сырьевой поставки.
 Как правило, основным сырьем для производства йогурта выступает коровье молоко не ниже второго сорта. Кроме того, в технологическом процессе могут быть применены следующие ингредиенты:
Как правило, основным сырьем для производства йогурта выступает коровье молоко не ниже второго сорта. Кроме того, в технологическом процессе могут быть применены следующие ингредиенты:
- сухое цельное и обезжиренное молоко;
- пастеризованные сливки 35% жирности;
- сахарный песок;
- джемы и повидла;
- кисломолочные закваски.
Технология производства
Для производства йогуртов применяют один из двух способов:
- резервуарный;
- термостатный.
Производство ассортимента продукта с добавлением кусочков ягод и фруктов возможно только при помощи термостатной технологии, тем не менее наиболее часто подобные предприятия используют в качестве основного процесса резервуарный метод, который включает в себя следующие этапы:

После этого остается только транспортировать продукцию до торговых точек, которые будут ее реализовывать. При резервуарном способе дополнительным этапом проводится нормализация уровня воздуха в исходном сырье при помощи специальных вакуумных камер. Благодаря этому готовый продукт получает сильную вязкость и более длительный срок хранения.
Персонал
- технолога;
- не менее пяти рабочих, квалифицированных для труда на отдельном участке технологической линии;
- уборщика;
- бухгалтера;
- менеджера по закупке сырья и продажам готовой продукции.
Если предприятие планирует самостоятельно доставлять продукцию до торговых точек, то придется принять на работу водителя и нескольких грузчиков.
Реализация продукции
Потребителями йогурта выступают простые люди, приобретающие продукты в магазинах, супермаркетах и на рынках. В связи с тем, что эта продукция имеет ограниченный срок годности и относится к скоропортящимся товарам, очень важно, организовать быстрый и стабильный процесс ее поставки по торговым точкам.
 В случае с йогуртом реализация продукции может осуществляться в трех направлениях:
В случае с йогуртом реализация продукции может осуществляться в трех направлениях:
- Через посредников. Для этого нужно заключить с рядом оптовых компаний договоры о закупках, в которых оговорить сроки и условие организации самовывоза. Большим плюсом такого сбыта является то, что производство получает гарантию стабильных продаж с минимальными транспортными расходами. Но, важно учитывать, что при этом организация будет терять определенную часть доходов за счет низкой цены, так как для оптовиков потребуется делать скидку не менее 15%.
- Путем организации самостоятельных доставок, без привлечения посредников. Тогда организация будет вправе контролировать наценку на продукцию, но в то же время ей придется покрывать все транспортные издержки за свой счет. Плюсом к ним станут расходы на покупку транспорта и холодильников для хранения готовой продукции. Такой вариант становится выгодным только при открытии большого производства.
- Путем открытия фирменного магазина для розничной торговли собственной продукцией. В этом случае придется привлекать клиентов, реализуя йогурт с минимальными наценками. Открытие дополнительной деятельности в виде содержания торговой точки является довольно хлопотным делом, и прежде всего, потребует проведения качественной рекламной кампании для его продвижения.
Финансовая составляющая бизнеса
Финансовая составляющая бизнеса по производству йогуртов зависит от множества нюансов, прежде всего, от планируемых масштабов деятельности, а также от способа приобретения производственного помещения (покупка или аренда). Если планируется организовывать коммерческое дело с нуля, то, скорей всего будет открываться небольшое производство с одной технологической линией и на арендованной территории, площадью 80 -100 кв. м.
Стоимость открытия и поддержания
Исходя из этого, размер первоначальных вложений будет достигать около 3 – 3,5 млн рублей. Основную долю стартового капитала будут занимать расходы на закупку оборудования (производственной линии) – не менее 2 млн рублей и приведение помещения в соответствии со всеми законными требованиями около 500 тыс. рублей. На закупку первоначального сырья потребуется не менее 200 тыс. рублей. В дальнейшем, предприятию также придется регулярно отчислять заработную плату сотрудникам и производить с нее отчисления, закупать сырье и платить аренду.
Сумма текущих расходов небольшого производства составляет около 500 тыс. рублей.
Размер будущих доходов
Размер будущих доходов компании будет напрямую зависеть от налаженной маркетинговой политики, а, точнее, от организации бесперебойно поставки сырья и процесса сбыта. Так, для начинающего производства, реализующего продукцию оптовикам, сумма ежемесячной выручки не превысит 700 тыс. рублей.
Срок окупаемости
В итоге сумма чистой минимальной чистой прибыли, которую можно будет получать от содержания подобного бизнеса, составляет 200 тыс. рублей в месяц или 2400 тыс. рублей в год. Получается, что первоначальные инвестиции окупятся не ранее, чем чрез полтора года бесперебойной работы производства.
Специалисты утверждают, что в ближайшей перспективе основное влияние на развитие в йогуртовой отрасли будут оказывать восстановительные процессы в экономике. Это приведет к росту инвестиционной активности и рентабельности таких производств, а также к оживлению потребительского спроса. На этом фоне правильно организованный бизнес по производству йогуртов становится довольно прибыльным делом.